Optimizujte kvalitet sečenja za bilo koji materijal pomoću sledećih koraka
Napravite najbolje parametre materijala koji pokušavate da isečete.
- Proverite da li je zaštitno sočivo čisto i u dobrom stanju.
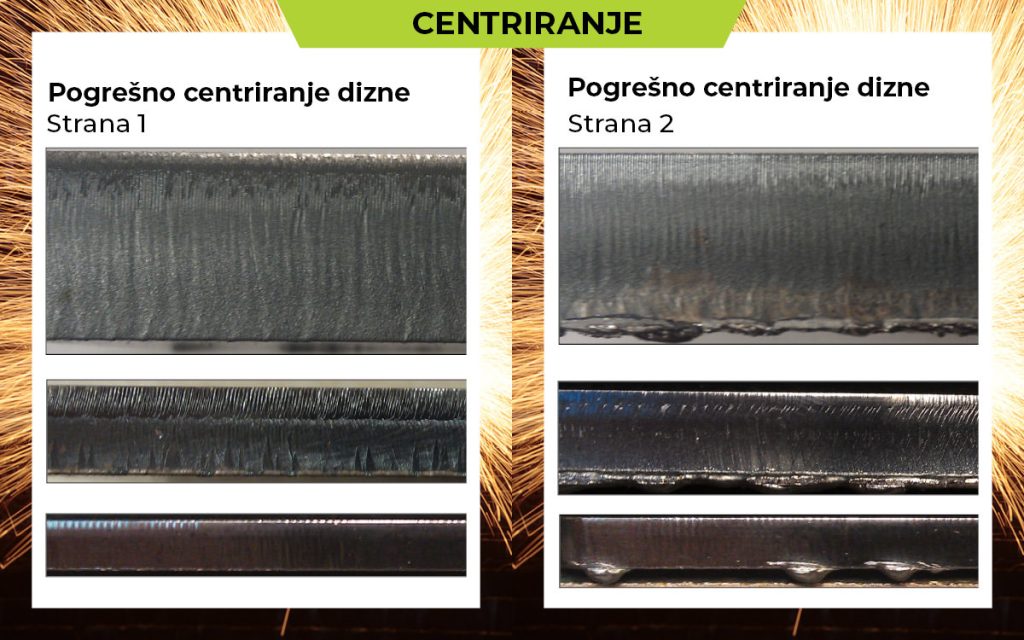
- Proverite da li je dizna u dobrom stanju i da je pravilno centrirana.
- Izvršite kalibraciju laserske glave.
- Podesite optimalne brzine pomaka mašine pri sečenju na osnovu početnih parametara.
- Isecite testni uzorak gde se na poprečnom preseku može videti kvalitet reza.
- Podesite fokus + ili – dok se vizuelno ne postigne najbolji mogući kvalitet reza.
- Podesite pritisak dok se vizuelno ne postigne najbolji mogući kvalitet reza.
- Brzinu pomaka mašine povećavaje ili smanjujete za vrednosti od 5% dok ne dobijete željeni kvalitet reza.
- Nikada istovremeno ne menjati više od jednog parametra (snaga, brzina, pritisak, fokus)
Nivoi balansne visine i protok gasa:
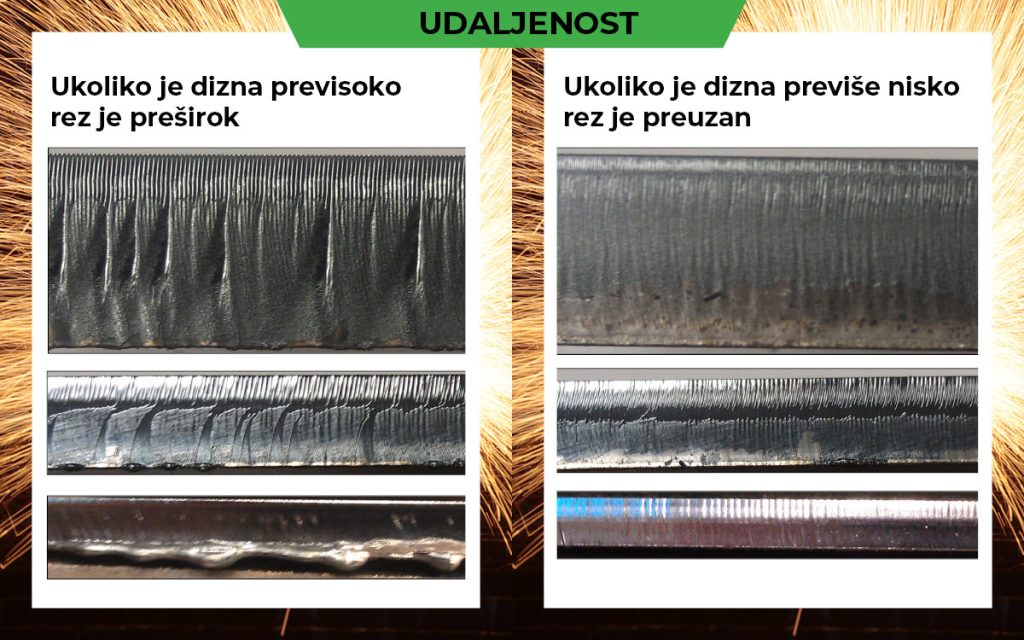
Sečenje mekog čelika laserom predstavlja ravnotežu između toga koliko se materijal zagreva laserskim zrakom i koliko pomoćnog gasa protiče kroz diznu . Zagrevanje premale površine ili nedovoljno protoka pomoćnog gasa kroz diznu rezultiraće preuskom rupom (širina reza). Zagrevanje prevelike površine ili preveliki protok pomoćnog gasa rezultiraće preširokim rezom.
Ispitivanje reza
- Pogledajte prugaste tragove
- Vrh ili dno reza
- Nepreciznost po x i y osi
- Oksidacija
- Ugao reza
- Nečistoće
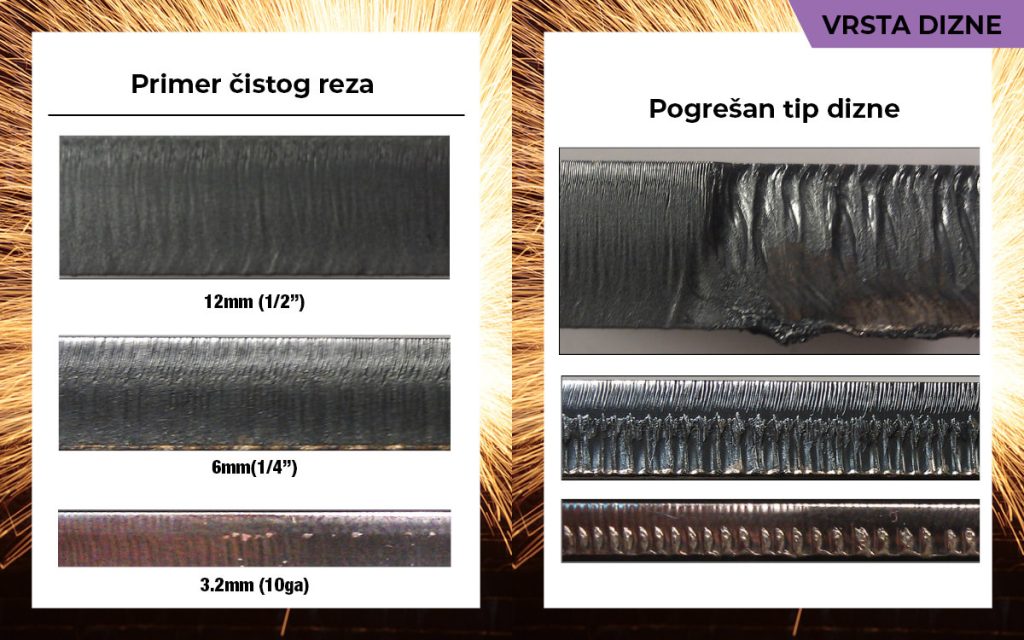
Fabrička podešavanja grafikona
Sledeće prikazuje sečenje mekog čelika 12, 6 i 3,2 mm (1/2 ″, 1/4 ″ i 10ga) kiseonikom na fiber laseru od 2kw i primeri rezova istog dela sa 1 promenljivom promenom kako bi pokazali kako je to uticalo na kvalitet reza. Primeri izvršenih podešavanja biće slični za bilo koje lasersko sečenje mekog čelika CO2 ili fiber laserom sa O2.
Preuzan rez
Previše uzan rez karakteriše vizuelno glatkim isečenim ivicama na vrhu sa nedostatkom oksidacije na dnu i/ili teškim otpadom (pucnom).
Preširok rez
Previše širok rez karakteriše vizuelno grubljim isečenim ivicama, većim sagorevanjem po uglovima, povećanjem ugla na ivici sečenja i povremenim stvaranjem otpada.